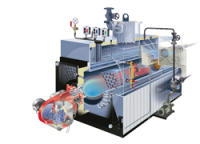
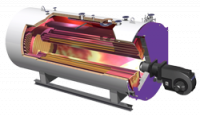
Ross manufactures waste heat recovery steam boilers as custom built designs to suit customers specific applications. These boilers are designed with 1, 2 or 3 passes depending upon the flue gas parameters. Steam pressure available are from 7Kgs/cm2upto 17.5 Kgs/cm2 in the shell type designs.Steam pressure upto 32Kgs/cm2 can be achieved in coil type designs.
Boiler designs are customised for specific job conditions to provide optimum performance and maximum energy savings.
Salient Features of the RWB - Waste Heat Recovery Steam Boiler are
Custom built design, suited for specific applications.
Expert engineering and design with our years of experience in manufacturing quality boilers.
Easy to operate, clean and maintain.
High quality robust design units.
Fast payback period.
Typical applications are incinerators, furnaces, ovens & kilns.



 Safe and secure payments using Abraa safe trade systems
Safe and secure payments using Abraa safe trade systems  \
\